
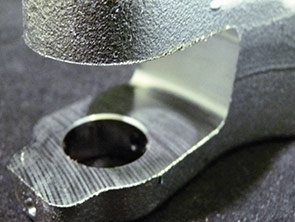
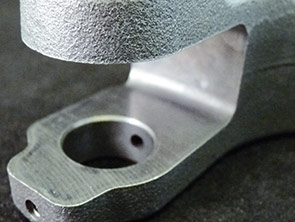
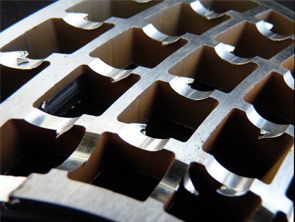
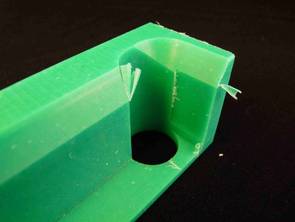
Das Verfahren ist an folgenden Bauteilen gut einsetzbar:
Im Vorher-nachher-Vergleich sind die Unterschiede und somit auch die Vorteile gegenüber anderen Verfahren deutlich sichtbar. Das thermische Entgraten liefert in Sekundenschnelle zuverlässige und reproduzierbare Ergebnisse. Die aufgeführten Beispiele zeigen Bauteile aus verschiedenen Branchen, sowie unterschiedlichen Werkstoffen.








































































| Methode | HOCHDRUCK-WASSERSTRAHL-ENTGRATEN |
|---|---|
| Maschine | HDW-Maschine mit 750 bar |
| Investition | ab 300.000 € |
| Anschluss |
|
| Zykluszeit | 2,5 Minuten pro Bauteil |
| Kapazität (Stück/h) | 24 Stück |
| Energiekosten |
|
| Vorteile |
|
| Nachteile |
|
| Methode | THERMISCHES ENTGRATEN |
|---|---|
| Maschine | iTEM320 SC |
| Investition | ab € 305,000 |
| Anschluss |
› Elektrizität › Methan (CH4) oder Erdgas › Sauerstoff |
| Zykluszeit | 10 Bauteile in 90 Sekunden |
| Kapazität (Stück/h) | 400 Stück |
| Energiekosten |
|
| Vorteile |
|
| Nachteile |
|


