
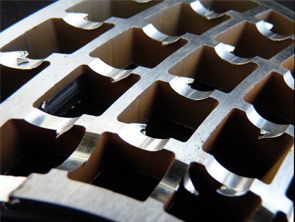
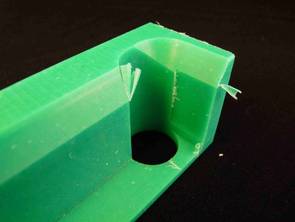
The process can be used on the following components:
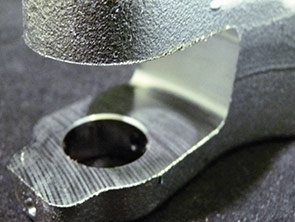
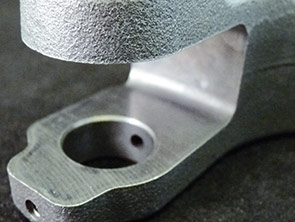
In a before-and-after comparison, the differences and also the advantages in relation to other methods are clearly visible. Thermal deburring provides reliable and reproducible results in a matter of seconds. The listed examples show components from different industries as well as different materials.








































































| Method | High pressure water jet deburring method |
|---|---|
| Machine | water jet machine with 750 bar |
| Investment | from 300.000 € |
| Connection |
|
| Cycle time | 2.5 minutes per component |
| Capacity (pieces/h) | 24 pieces |
| Energy costs |
|
| Advantages |
|
| Drawbacks |
|
| Method | THERMAL deburring |
|---|---|
| Machine | iTEM320 SC |
| Investment | from € 305,000 |
| Connection |
› Electricity › Methane (CH4) or natural gas › Oxygen |
| Cycle time | 10 components in 90 seconds |
| Capacity (pieces/h) | 400 pieces |
| Energy costs |
|
| Advantages |
|
| Drawbacks |
|


